Anhui Jwell Precision Mold Co., Ltd.
Anhui Jwell Precision Mold Co., Ltd.
One
Recycling and pelletizing of plastics is a crucial step in achieving resource circularity, delivering significant environmental and economic benefits. By converting post-consumer and post-industrial plastic waste into reusable pellets, this process not only helps reduce the consumption of petroleum resources and mitigate plastic pollution but also provides manufacturers with a lower-cost source of raw materials. As global demands for sustainability continue to rise, recycling and granulation technology has become an essential part of the plastics processing industry. The quality consistency of the resulting pellets directly determines the suitability of recycled materials for high-value-added applications.
Two
However, the pelletizing process for recycled plastics faces numerous technical challenges. The first is the complexity and variability of the raw materials—recycled feedstock comes from diverse sources and may contain different types of resins, components with varying melt flow indices, as well as residues such as inks, adhesives, and label paper. The second issue is moisture; it is difficult to completely dry waste plastics during the washing process, and any residual moisture can vaporize during high-temperature processing. If not promptly vented, this can result in bubbles within the pellets or silver streaks on their surface. The third challenge involves contaminants—during the shredding process, non-meltable materials such as metal fragments, sand particles, and paper fibers may be introduced. If these contaminants end up in the final pellets, they become defect sources in subsequent processing. Furthermore, recycled plastics often undergo a certain degree of degradation, resulting in significant fluctuations in melt strength and flowability, which adds to the difficulty of achieving uniform plastication.
Three
To achieve uniform dispersion, the recycling and granulation process must specifically address the challenges mentioned above. In particular, Anhui Jwell Precision Molds (https://www.extrusion.cn/en/)has effectively resolved these issues through targeted design and manufacturing processes tailored for single-screw extrusion pelletizing.
1
The primary challenge in dispersing recycled plastics and the role of the venting design
Recycled plastics come from highly complex sources, often containing moisture, ink residues, mixed components with varying melt flow indices, and various unavoidable impurities. Among these, gas interference is particularly prominent and becomes the first challenge to overcome in achieving uniform dispersion. During the high-temperature melting stage, if moisture and volatiles in the recycled material are not promptly removed, they will form bubbles that occupy space within the melt, severely hindering the thorough mixing of fillers and matrix. This leads to internal voids in the pellets or aggregation of dispersed phases, significantly compromising the quality of the recycled plastic.
To address this issue, Anhui Jwell Precision Molds (https://www.extrusion.cn/en/)'s screw adopts a venting structure, which serves as a fundamental safeguard for dispersion. Specifically, a vent port is positioned after the compression section of the screw. As the material undergoes heating and melting in the front section, moisture and low-molecular-weight volatiles are vaporized. These vaporized substances then naturally escape through the vent port under low-pressure conditions, resulting in a denser and more continuous melt. This dense and continuous melt provides a uniformly stable medium for subsequent shear dispersion, laying a solid foundation for the entire dispersion process.
2
Segmented Geometry Design and L/D Ratio Configuration to Address Dispersion Challenges
After gas interference is eliminated, the common issues in recycled plastics—such as unmelted agglomerates, crosslinked particles, and viscosity differences among components with varying melt flow indices—become the primary obstacles to dispersion. Anhui Jwell Precision Molds (https://www.extrusion.cn/en/)addresses these challenges with a clever segmented geometry design. Following the vent port, the screw is typically equipped with high-shear mixing elements, such as a barrier mixing section. This mixing section forces the melt through narrow gaps, generating high shear stress that thoroughly breaks down unmelted gel particles and agglomerated impurities. Immediately after, a pin mixing section takes on the task of distributive mixing. Through multiple rows of pins, it repeatedly splits, redirects, and recombines the melt, allowing high-viscosity and low-viscosity components to continuously rearrange during flow. This process ultimately eliminates the viscosity gradient within the melt, achieving compositional uniformity and effectively resolving the dispersion issues caused by viscosity differences.
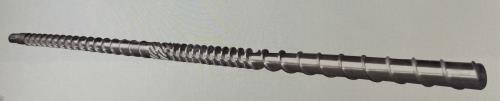
Another notable characteristic of recycled plastics is their low bulk density. For instance, film shreds are fluffy, with a bulk density only about one-quarter that of virgin material. To ensure stable conveying and establish sufficient plastication pressure, the screw typically adopts a long length-to-diameter (L/D) ratio design. The gradual compression from a deep-channel feed section to a shallow-channel metering section is a cleverly engineered process. It allows the material to soften under heat while progressively eliminating air and becoming compacted, creating favorable conditions for subsequent processing. Moreover, the extended L/D ratio provides ample space for multi-stage mixing, enabling the dispersion process to proceed stepwise and avoiding material degradation caused by excessive shear, thereby ensuring the quality and performance of the recycled plastic.

3
Filtration System Safeguarding and Process Parameter Matching to Ensure Dispersion Efficiency
In the final stage of the dispersion process, the filtration system plays a critical safeguarding role. Non-meltable impurities such as paper scraps, aluminum foil, and sand particles, if allowed to enter the die, can become stress concentration points within the pellets. This may lead to brittleness after pelletizing or cause film rupture during subsequent processing, severely affecting product quality and application performance. To address this, Anhui Jwell Precision Molds (https://www.extrusion.cn/en/) installs a screen changer between the screw head and the die. This system uses multi-layer screens to intercept such impurities, ensuring that only purified melt passes through, thereby guaranteeing the production of high-quality recycled plastic pellets. Moreover, the dual-station design of the screen changer allows for screen switching without interrupting production, maintaining stable back pressure and preventing secondary agglomeration of the dispersed phase caused by pressure fluctuations—further ensuring the stability and reliability of the dispersion process.
In addition, the matching of process parameters is key to enabling the effectiveness of the aforementioned structural designs. Back pressure setting directly affects shear efficiency; appropriately increasing back pressure in the metering section enhances melt reflux, allowing undispersed components to repeatedly pass through the mixing zone, resulting in more thorough dispersion. Temperature profile control must accommodate the melting requirements of recycled materials with different melting points—ensuring that low-melting-point components flow adequately while preventing high-melting-point components from remaining as solid particles that could compromise dispersion. Screw speed adjustment also requires a balance between shear intensity and residence time, ensuring that the dispersion process is completed within the material’s thermal degradation threshold. This prevents degradation due to excessive temperature or prolonged exposure, thereby preserving the quality and performance of the recycled plastic.
In Summary: Recycling and pelletizing of plastic is key to resource circularity, offering both environmental and economic benefits. However, the pelletizing process faces numerous challenges: complex and inconsistent raw materials, issues such as moisture and contaminants, and susceptibility to degradation—all of which increase the difficulty of achieving uniform plastication. To achieve uniform dispersion, Anhui Jwell Precision Molds (https://www.extrusion.cn/en/) addresses these challenges with targeted solutions: a venting design resolves gas interference; segmented geometry and a long L/D ratio tackle viscosity differences and low bulk density; a filtration system intercepts non‑meltable impurities, while the dual‑station design maintains stable back pressure. Matching process parameters is equally critical—properly setting back pressure, controlling the temperature profile, and adjusting screw speed ensure a stable dispersion process, safeguarding the quality of the recycled plastic.

Wechat account

