Anhui Jwell Precision Mold Co., Ltd.
Anhui Jwell Precision Mold Co., Ltd.
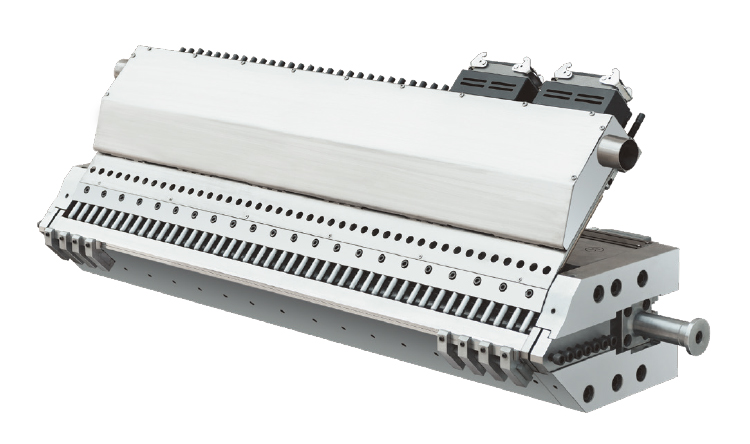
I. Decisive Role in Product Quality
Dimensional accuracy and surface quality are the most direct contributions of a flat die to door panel quality. Unreasonable flow channel design or improper die lip adjustment can easily cause thickness deviation exceeding 0.2 mm, resulting in "crescent" or "bell-mouthed" shapes. Jwell's high-quality dies, through high-precision micro-adjustment mechanisms and lateral choke bar layouts, control the full-width thickness tolerance of any door panel from 600 to 1200 mm within ±0.05 mm. Surface quality is equally critical. WPC materials, with their wood flour and PVC resin, are temperature-sensitive. Dead zones in the flow channel cause material carbonization and black streaks, while high shear induces "sharkskin" defects. Mirror polishing and dead-zone-free flow channel design result in a smooth and fine surface, eliminating the need for secondary sanding.
Mechanical properties and warp control determine the long‑term performance of door panels. The flexural strength of hollow door panels depends on the precise distribution of internal ribs. Jwell's flat die features a pre‑engaging flow channel at the exit, allowing the melt to form a rib profile before sizing. Uneven distribution can lead to cracking; optimized dies increase flexural modulus by more than 20%. Wood‑plastic materials exhibit significant anisotropy in cooling shrinkage. Laterally uneven flow velocity freezes into internal stress, causing warpage. High‑quality dies, optimized via CFD, produce a rectangular exit velocity profile, controlling warpage within 2‰ and meeting high‑end export door panel standards.
II. Impact on Production Efficiency and Changeover Flexibility
Width switching and auxiliary equipment matching are core to improving efficiency with flat dies. Traditional production lines require replacing the entire die or stopping for several hours to change width. Jwell's adjustable flat die, by adding/removing limiting blocks and adjusting side baffles together with die lip fine‑tuning, completes a 600–1200 mm specification change within 30 minutes without stopping for die replacement. For workshops frequently handling multiple‑size orders, this means 10–15 additional effective production days per year. The line is equipped with two auxiliary machines, YF1000 and YF1250; the former supports a maximum width of 1000 mm, the latter 1250 mm. The die exit must match precisely: too wide, and the sheet exceeds the calibrator working surface, causing edge damage; too narrow, and capacity is wasted. A die with "replaceable exit width modules" is compatible with both auxiliary machines, reducing investment while greatly increasing line flexibility.
Start‑up scrap rate is a hidden killer of efficiency. Many factories produce 20–30 meters of scrap door panels at start‑up due to uneven thickness or surface defects. The root cause is that the melt temperature inside the die has not stabilized and the flow channel pressure is not balanced. Jwell's dies, featuring zoned heating and independent temperature control together with quick‑color‑/material‑change design, reduce start‑up scrap to less than 5 meters, saving hundreds of yuan in raw material costs per start‑up. For workshops starting up more than 200 times per year, this alone saves tens of thousands of yuan annually in material costs while reducing the environmental burden of scrap disposal.

III. Contribution to Operating Cost and Maintenance
Energy saving is the most direct contribution of a flat die to operating costs. Pressure loss in the die flow channel is directly reflected in the screw load torque of the extruder. Poorly designed dies, due to excessive compression ratios or sharp flow turns, increase back pressure by 10–15 bar, raising motor current by 8%–12% and significantly increasing energy consumption per ton. Fluid‑optimized dies keep pressure loss within 30 bar, reducing energy consumption per ton by about 8 kWh for the SJZ92/188 extruder at the same output. With an annual output of 3000 tons, this saves about 24,000 kWh per year. At industrial electricity rates, the savings exceed ten thousand yuan, while reduced screw and motor loads extend their service life.
The hard wood‑flour particles in WPC materials cause severe wear on the die inner walls. Using H13 or 4Cr5MoSiV1 die steel with overall nitriding treatment, surface hardness exceeds HV1000, allowing continuous operation for one month without obvious scratches. Compared to ordinary dies that require polishing every two weeks, a high‑quality die reduces cleaning‑related stoppages by 6–8 times per year, saving 4 hours of labor each time. Even so, localized carbonization is inevitable after long production runs. Modern flat dies employ an "upper die lip quick‑open structure" or "sectional pull‑out flow channel inserts." Operators can expose the key areas of the flow channel in half an hour without lifting tools, remove carbonized spots, and quickly resume production, minimizing unplanned downtime losses.

Conclusion: The flat die is the core of the PVC/WPC hollow door panel production line. Jwell's high‑precision die lip reduces tolerance, eliminates crescent and surface defects, increases flexural modulus by more than 20%, and controls warpage within 2‰. It completes width changes in 30 minutes and reduces start‑up scrap. Flow‑optimized design lowers energy consumption per ton and extends cleaning intervals to one month, improving OEE by more than 15%.

Wechat account

